



堆焊耐磨钢板厂家定制视频展示,产品更生动!让您亲眼见证其优点和特点,为您的购买决策提供有力支持。
以下是:堆焊耐磨钢板厂家定制的图文介绍
磨损分析2.1受力分析钻箱在运动过程中受偏载力的现象很严重,而且导向板接触面上受到的力很不均匀,且从中部到下边缘的力从零均匀增加到大值q。由于导向板边缘受到的力大,且在运动过程中存在很严重的磨粒磨损现象,导致导向板的边缘很容易受到磨损。接触面上的摩擦系数如增大,载荷和比压也都会随着增大,磨损现象也会加重;但是当材料发生变化时,其受到的载荷和比压也都不同。可见如在同样的工况下,导向板的材料因素是影响其磨损速度的主要原因。经过力学方面的分析,可以得出如在同样的工况下,材料的力学性能和是影响导向板磨损速度的主要因素。2.2分析使用布氏硬度机,检测现有导向板材料和钻架主体材料的HB值。可以测出现有导向板材料的HB平均值为110,而钻架主体材料的HB平均值为200,后者的硬度是前者硬度的1.7倍,为典型的软材料和硬材料的配对摩擦副。现役导向板材料与钻架主体材料的硬度差很大,很可能是导致现有导向板材料不足的重要原因。复合耐磨钢板


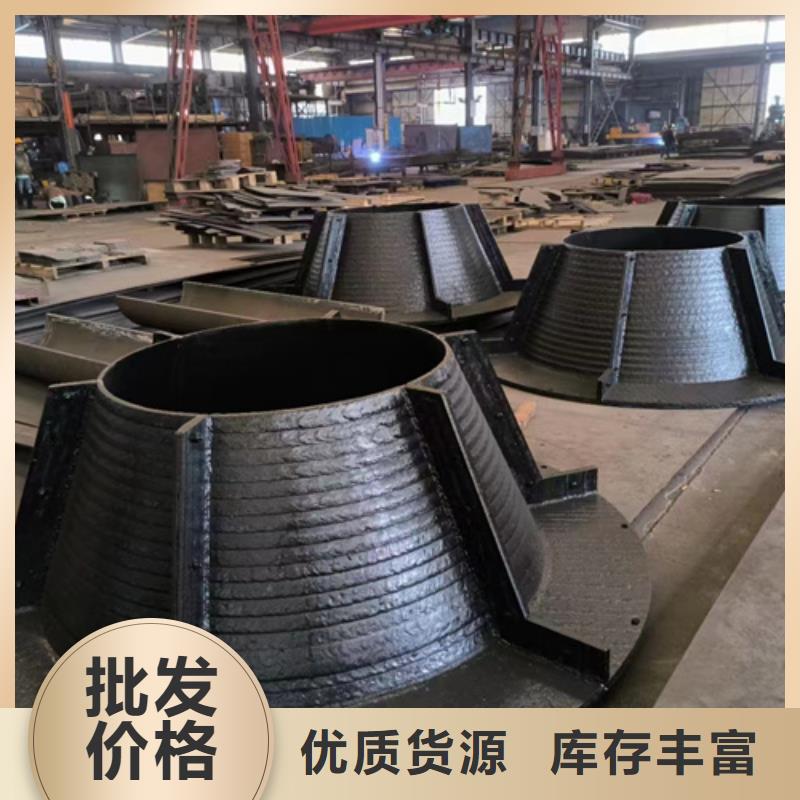
坡口的加工:复合钢板坡口的加工方法,可根据焊接构件的尺寸、本地形状与本单位加工条件选用。一般有以下几种方法:1、本地刨削与车削。对有角度要求的坡口,可以在钢板下料后,采用刨床或刨边机对钢板边缘进行刨削;对圆形工件或钢板开坡口,可以采用车床或钢板坡口机、本地电动车板机等对其边缘进行车削。采用刨削与车削方法可加工各种形式的坡口。2、本地铲削。用风铲铲坡口或挑焊根。3、本地碳弧气刨。利用碳弧气刨枪对钢板坡口加工或挑焊根,与风铲相比,能劳动条件且效率较高,特别是在开U形坡口时 为显著。缺点是要用直流电源,刨割时烟雾大,应注意通风。对已加工好的坡口边缘上的油、本地锈、本地水垢等污物,焊前应 掉,以利于焊接并获得质较好的焊缝,清理时可根据污物种类及具体条件选用钢丝刷、本地电动或风动钢丝刷轮、本地气焊火焰、本地铲刀、本地锉刀等,有时要用除油剂(汽油、本地丙酬、本地四氯化碳等)清洗。复合耐磨钢板



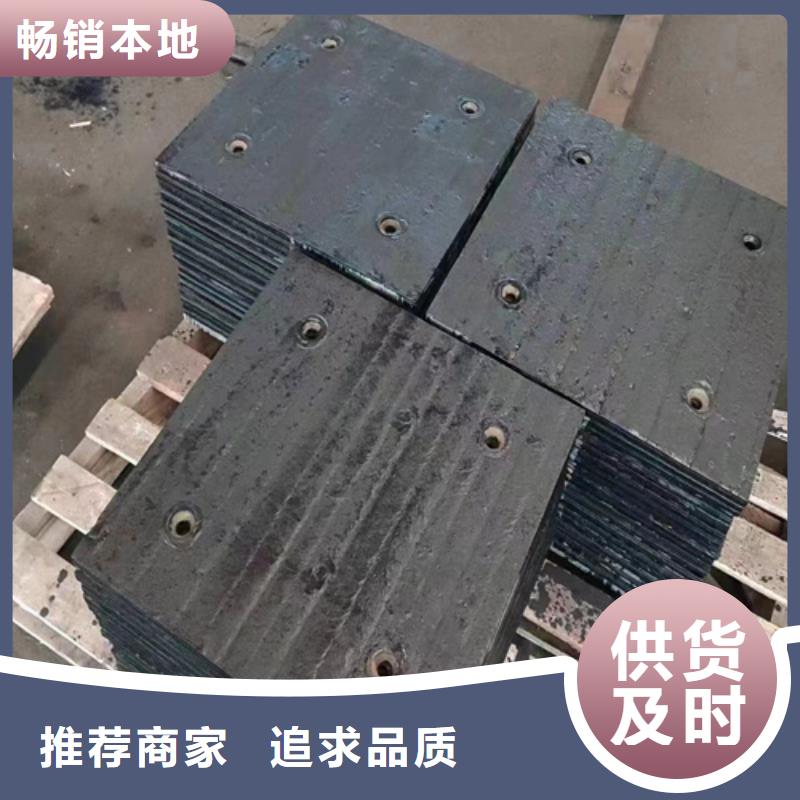
常用碳化铬耐磨钢板焊材碳化铬复合耐磨钢板焊接材料按其复合结构分为基层,过渡层,耐磨层和耐磨层补焊分别采用特种焊接材料进行焊接。特别注意的是焊条在使用前必须经 300℃下1h 的烘焙, 然后在约 100℃下保存。在使用过程中焊条置于保温筒中, 并随用随取。焊条从烘焙箱里取出超过 4h,如果没有用完应重新烘焙。对基本和耐磨层之间的过渡层,在施焊时每侧至少一层焊肉。而对于基层,至焊满,且余高小于 2.5mm.。耐磨层为至少焊两层,且余高不大于 1mm。耐磨层侧完成施焊后,其焊缝一般会出现应力裂纹,如果应力裂纹没有暴露出基层,不需作任何处理。如果应力裂纹暴露出基层,则应该采用耐磨焊条进行补焊处理。焊接作业须在室内场地或有遮风避雨的措施户外作业场地进行,应对焊接作业区域提供适当的防风遮蔽和防护措施。根据信铬钢的特性,在与法兰连接时,仍需采用特殊施工工艺。管件伸入法兰内圆,且法兰内圆开大坡口,基板与法兰采用普通焊条连接,焊缝堆至于管体平齐, 然后采用信铬钢耐磨焊条将基板与耐磨层堆焊,焊缝厚度为10mm, 这样特殊的制作工艺增加了许多施工量,但只有这种工艺才能完全保护基板在使用中,不会出现耐磨层未被磨损完全前基层就开始发生磨损,从而造成信铬钢失去其耐磨功能。复合耐磨钢板



克拉玛依【多麦金属】高锰耐磨耐候钢板生产厂家以优良的品质,丰富的 65锰钢板产品种类,为客户创造价值
业务范围:公司业务涉及各种特种 65锰钢板,更有强大的技术团队提供符合各国标准的 65锰钢板。
包装方式:可选常规包装,中性包装,木箱包装
合作方式:对于长期批量客户,可选择来料加工 ,或者共同探讨更具价值的合作方法。



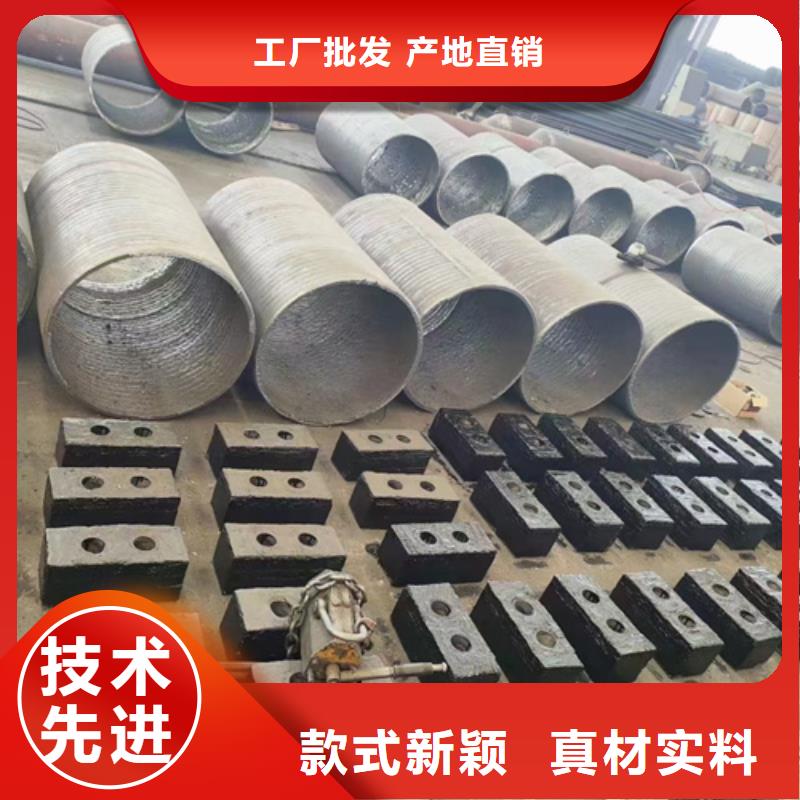
复合耐磨钢板和普通钢板区别很大,复合耐磨钢板是在普通钢板的基础上增加了一层合金耐磨层,一般有两种复合工艺, 种是传统的采用堆焊复合工艺,第二种是采用真空炉熔融复合层; 种堆焊复合工艺是有焊道的,表面不平整有微裂纹,第二种是真空炉熔融工艺,表面光滑平整,无裂纹。复合耐磨钢板和普通钢板完全不是一种钢板,但复合耐磨钢板具有普通钢板的可加工性,如切割、同城焊接、同城卷曲等,而普通钢板不具有复合耐磨钢板的耐磨性。复合耐磨钢板



