您的位置>首页 >海北本地产品动态 >
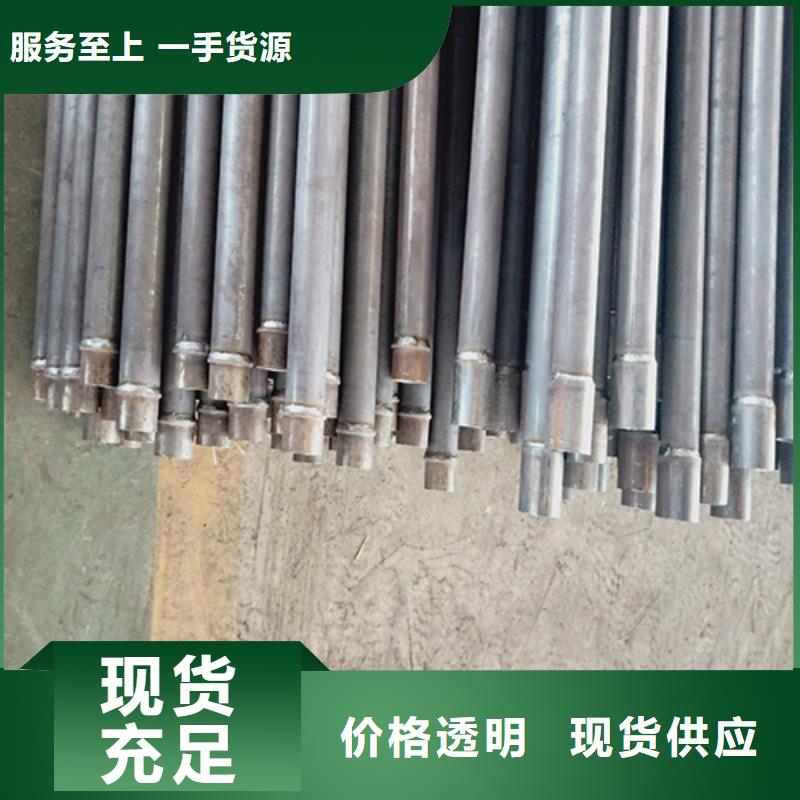
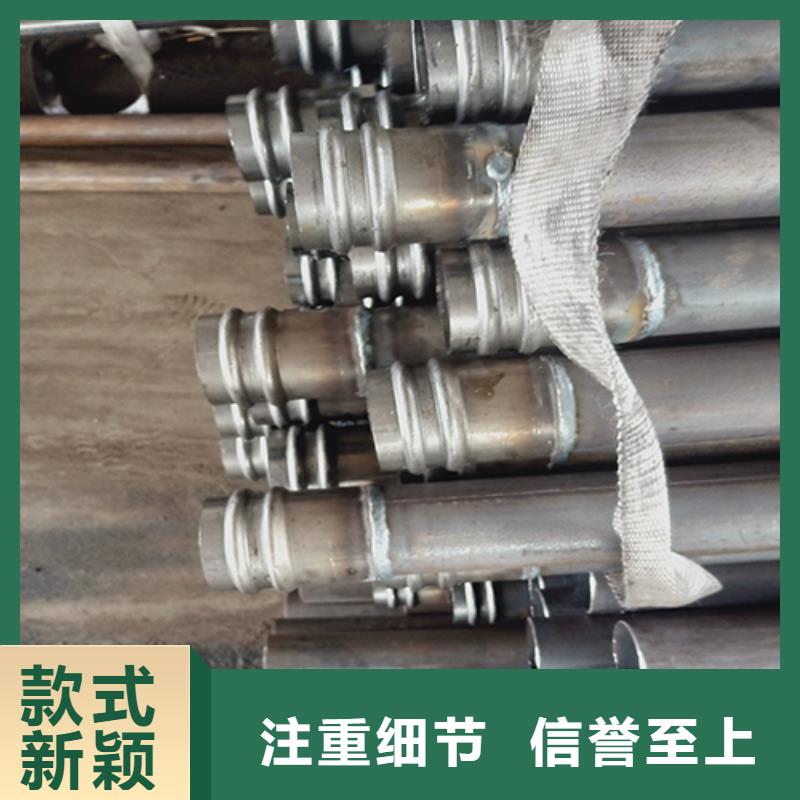
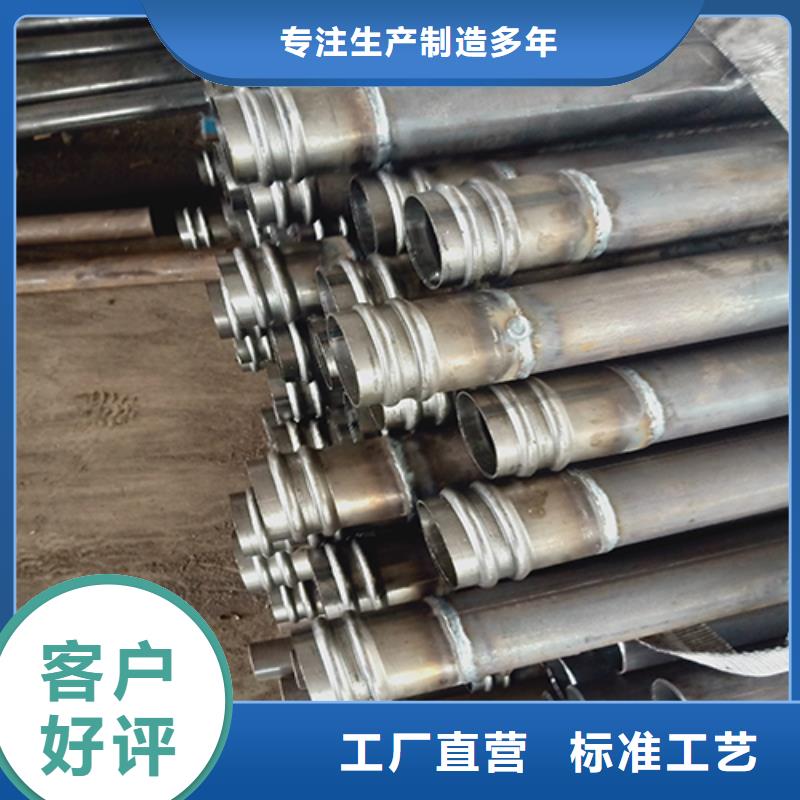
螺旋式声测管
发布时间: 2024-06-29 16:18:53 浏览次数:7
以下是:螺旋式声测管的产品参数
| 产品参数 |
|---|
| 产品价格 | 3/米 |
|---|
| 发货期限 | 2 |
|---|
| 供货总量 | 1000000 |
|---|
| 运费说明 | 含运费 |
|---|
| 最小起订 | 10 |
|---|
| 质量等级 | A |
|---|
| 是否厂家 | 是 |
|---|
| 产品材质 | Q235B |
|---|
| 产品品牌 | 日升昌 |
|---|
| 产品规格 | 50 54 57 60 |
|---|
| 发货城市 | 全国 |
|---|
| 产品产地 | 河北沧州 |
|---|
| 加工定制 | 是 |
|---|
| 产品型号 | 50 54 57 |
|---|
| 可售卖地 | 全国 |
|---|
| 产品重量 | 过磅 |
|---|
| 产品颜色 | 黑色 |
|---|
| 质保时间 | 3年 |
|---|
| 外形尺寸 | 50 54 57 |
|---|
| 适用领域 | 高铁 高速建设 |
|---|
| 是否进口 | 否 |
|---|
| 质量认证 | ISO9000 |
|---|
| 工作温度 | 常规温度 |
|---|
| 长度 | 3-12米 |
|---|
| 连接方式 | 钳压式 螺旋式 套筒式 法兰式 承插式 |
|---|
| 壁壁厚 | 0.7-3.5 |
|---|
| 类类目 | 黑色金属冶炼压延品 |
|---|
| 执行标准 | GB/T31438-2015 |
|---|
| JI检测方式 | 超声波检测 |
|---|
| 运运输方式 | 汽运 |
|---|
以下是:螺旋式声测管的图文视频
导读 螺旋式声测管,青海省海北市日升昌钢管声测管厂家为您提供螺旋式声测管的最新资讯,联系人:马经理,电话:19933757886、19933757886,QQ:1376565301,发货地:经济开发区发货到海北。 青海省,海北藏族自治州 海北州地处青海省东北部、青藏高原东北部,黄土高原西缘,属高原大陆性气候。海北藏族自治州境内经青海省人民政府先后公布的文物保护单位有36处。其中,属于国家级文物保护单位的有西汉西海郡治龙夷城;属于省级文物保护单位的有11处;共清理墓葬40余座,出土文物700余件。这里也是王洛宾先生创作著名歌曲《在那遥远的地方》时的采风地。
螺旋式声测管的详细视频已经上传,我们的视频将带您领略产品的独特设计、卓越品质以及出色性能,让您对它有更深刻的认识和了解。
以下是:螺旋式声测管的图文介绍

声测管外观打磨技术要点:1、基础,对声测管进行目测检验,如焊缝是否有漏焊,焊穿,焊点深浅不均匀,偏离接缝太远,局部凹陷,对接不齐,是否有较深划痕,碰伤,严重变形等在本工序无法补救的缺陷,如果有上述缺陷应返回上道工序修整。如果无上述缺陷,进入打磨工序。2、粗磨,用砂带在三面上往返磨削声测管,去掉工件焊接留下的焊点,以及在上步工序出现的碰伤,达到焊口圆角初步成型,水平面和垂直面基本无大划痕,无碰伤,经此步工序后声测管的粗糙度应能达到R0.8mm。3、半精磨,用砂带按照前面往返磨削工件的方法中磨声测管的三面,主要是对前面工序出现的接缝进行修正以及对粗磨后产生的印痕进行进一步的细磨,对前面工序留下的印痕要反复磨削,达到工件表面无划痕,基本变亮。本工序表面粗糙度应能达到R0.4mm。4、精磨,用砂带主要是对前步工序出现的细小纹线的修正磨削,磨削方法与上同。本工序要达到的目标是磨削部分与声测管未磨削部分的接缝基本消失,工件表面进一步光亮,通过本工序磨削后的声测管要基本接近镜面效果,工件表面粗糙度应能达到R0.1mm。



海北日升昌钢管声测管厂家拥有中、高级 桩基检测管工程技术人员180余人,担负着全部产品的研发设计与生产指导。拥有完善的质量保证体系、全面严格的管理制度、强大的生产能力和先进的检测手段,在保证 桩基检测管产品高质量、高产出的同时也具备了较高的市场占有率和较强的市场竞争力。


总结 今年在青海省海北市购买螺旋式声测管有了新选择,青海省海北市日升昌钢管声测管厂家始终坚守以用户为中心的服务理念,将品质作为发展的基石。厂家直销,确保为您提供价格实惠且品质卓越的螺旋式声测管产品。如需购买或咨询,请随时联系我们,联系人:马经理-19933757886,QQ:1376565301,地址:经济开发区。