

精心打磨的产品视频已准备就绪,它将带您深入桥梁护栏热镀锌立柱支持定制批发的魅力世界,让您重新发现产品的无限可能。
以下是:桥梁护栏热镀锌立柱支持定制批发的图文介绍


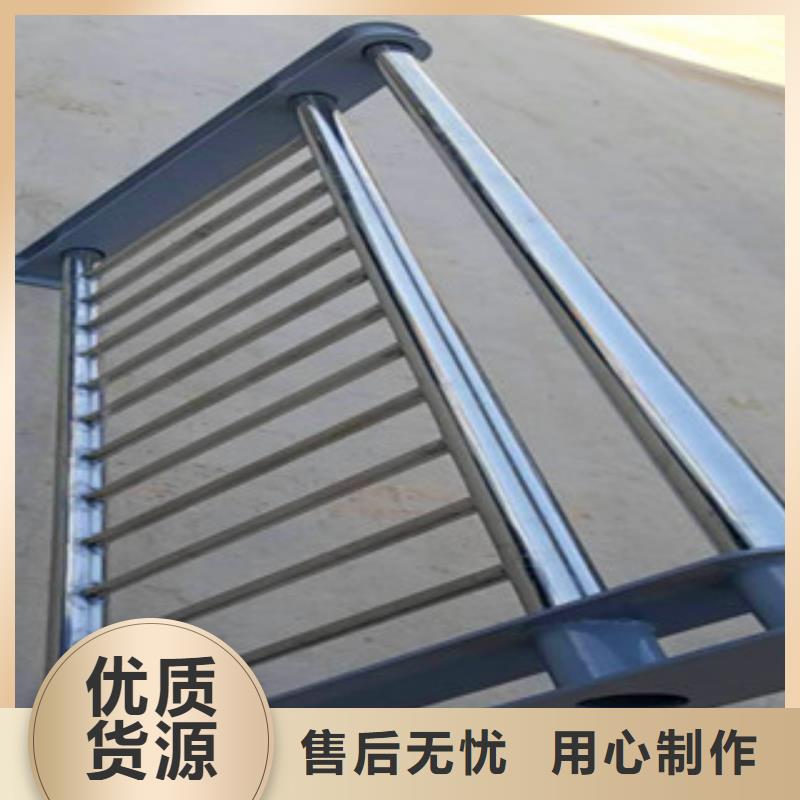
仔细观察道路护栏我们会发现道路护栏的表面都会有一层镀锌,那么大家是否了解为什么要在道路护栏表面上镀一层锌吗?想了解的朋友来听听道路护栏厂家的介绍吧!
给道路护栏镀锌实际上就是在道路护栏的表面增加一层金属锌,锌元素的性质相对稳定,在自然环境中发生反应的概率比较小。所以在道路护栏表面镀锌实际上在道路护栏上附上一层稳定地保护膜,一方面增加了道路护栏的坚固程度。另一方面也增加了道路护栏的表面防护能力。
除了增加道路隔离护栏的强度,镀锌道路护栏在后期还更方便维护,由于在表面进行了镀锌处理,道路护栏不容易发生腐蚀等问题,强度也更高。后期维护的时候清理表面污渍更加方便,检修频率也有所降低。
同时,镀锌道路护栏的镀锌层显示出均匀平滑的性质,很有美感,装饰性也强。
给道路护栏镀锌实际上就是在道路护栏的表面增加一层金属锌,锌元素的性质相对稳定,在自然环境中发生反应的概率比较小。所以在道路护栏表面镀锌实际上在道路护栏上附上一层稳定地保护膜,一方面增加了道路护栏的坚固程度。另一方面也增加了道路护栏的表面防护能力。
除了增加道路隔离护栏的强度,镀锌道路护栏在后期还更方便维护,由于在表面进行了镀锌处理,道路护栏不容易发生腐蚀等问题,强度也更高。后期维护的时候清理表面污渍更加方便,检修频率也有所降低。
同时,镀锌道路护栏的镀锌层显示出均匀平滑的性质,很有美感,装饰性也强。



亮洁不锈钢护栏厂有限公司集【江苏宿迁不锈钢复合管护栏】设计、生产、销售于一体的公司,不断的采用新的科技成果,开发出具有新理念的【江苏宿迁不锈钢复合管护栏】用品,并以完善的管理、先进的生产设备保证了【江苏宿迁不锈钢复合管护栏】产品的优良品质,多年来与全国600多家企业建立了长期的合作关系。



桥梁护栏与刚性物体之间的距离不应小于10t重的车、15°碰撞角、60km/h车速时碰撞的动态变形。有些情况下,护栏与物体之间的距离可能小于这个变形量,应增强固定物体前护栏的刚度。一般用以减少半刚性或柔性护栏的变形量的方法主要有:减少立柱间距、增加柱子尺寸、增加梁的刚度等。因此,不锈钢桥梁护栏的距离设置也影响了桥梁整体的系数及性能。
在装修建筑业发展十分成熟的今天,不锈钢栏杆、护栏已是非常常见的不锈钢装修材料了,然而,对于如何处理不锈钢栏杆护栏的质量问题,依旧是不少客户的难题。今天,我们就来教大家一些实用可行的方法,检测不锈钢栏杆护栏的品质。


桥梁护栏对我们在桥上行驶车辆时,提供了很大的保障,它而且有很多种形式的选择,也起到了装点桥梁,美化城市的作用,那如何防止桥梁护栏腐蚀呢?
水性防腐涂料、水性环氧地坪涂料被加强开发和推行。在整个涂料市场比例中,锌钢护栏工业职业的涂料,包含汽车涂料、船只涂料、公路铁路涂料等占到70左右比例,而其他的30为修建涂料。由于与修建涂料与百姓生活联络愈加亲近,因此咱们锌钢护栏公司愈加需求遭到各大大众重视。
如果没有防锈底漆,那么万一金属面有些许的锈迹或者瑕疵,不先使用防锈底漆将这些锈迹和瑕疵覆盖和处理,这样就会从防锈面漆的内部将防锈面漆破坏,影响防锈漆的使用寿命。 因此室外镀锌栏杆还是要刷防锈底漆,作为防锈漆,底漆和面漆都是需要的,缺一不可。
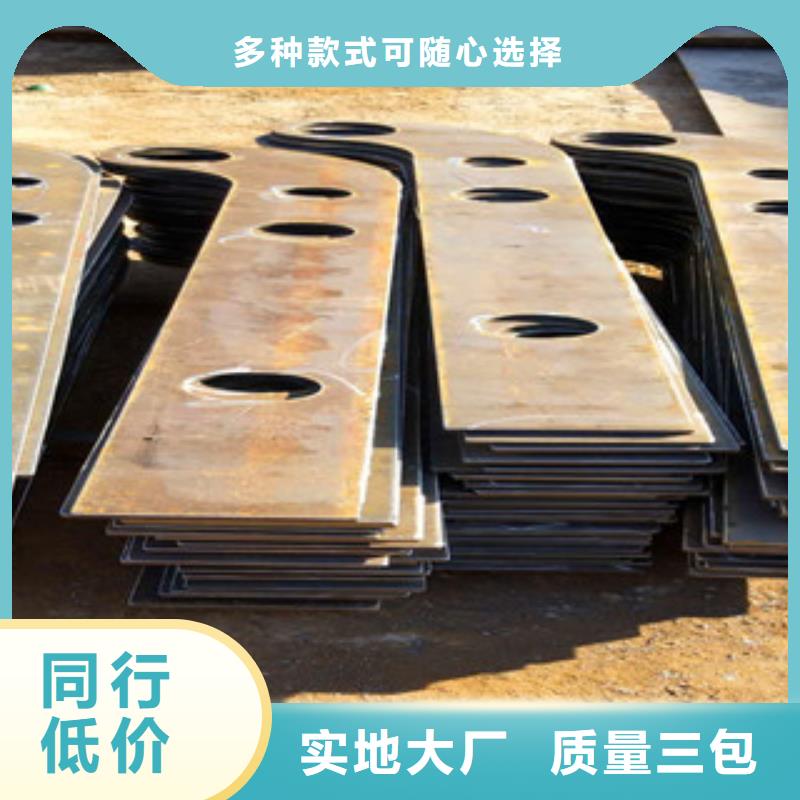
就是酸洗后检查处理:酸洗效果是否理想,如酸洗不充分,再次酸洗,如果酸洗前处理不彻底,需重新处理后再次酸洗。水洗 除去铁艺工件表面的酸水及其它附着物上助镀剂 再次清洗工件表面,保证表面在镀锌之前不在生锈。烘干 提高铁艺工件温度,避免铁艺表面水分过多,在镀锌时发生爆炸。热浸锌工件浸泡于440℃-470℃熔融的锌液中,达到一定时间后提出,铁艺工件表面被获得一层锌铁合金层和纯锌层镀层。钝化?提供工件表面抗大气的腐蚀性能,减少或延长白锈出现的时间。 酸洗前检查处理检查铁艺工件是否具备本厂镀锌的工艺孔(排气、出入锌夜、吊挂),铁艺工件表面的锈蚀程度,表面覆盖物能否被盐酸除去(如有油漆、油脂等应采用火烧、打磨、碱洗等法除去)。脱脂(碱洗)?配有加热设备,铁艺工件表面的油脂、涂料等。水洗?铁艺工件表面的碱水及附着物。酸洗?除去铁锈、氧化皮等其它表面覆盖物。
水性防腐涂料、水性环氧地坪涂料被加强开发和推行。在整个涂料市场比例中,锌钢护栏工业职业的涂料,包含汽车涂料、船只涂料、公路铁路涂料等占到70左右比例,而其他的30为修建涂料。由于与修建涂料与百姓生活联络愈加亲近,因此咱们锌钢护栏公司愈加需求遭到各大大众重视。
如果没有防锈底漆,那么万一金属面有些许的锈迹或者瑕疵,不先使用防锈底漆将这些锈迹和瑕疵覆盖和处理,这样就会从防锈面漆的内部将防锈面漆破坏,影响防锈漆的使用寿命。 因此室外镀锌栏杆还是要刷防锈底漆,作为防锈漆,底漆和面漆都是需要的,缺一不可。
就是酸洗后检查处理:酸洗效果是否理想,如酸洗不充分,再次酸洗,如果酸洗前处理不彻底,需重新处理后再次酸洗。水洗 除去铁艺工件表面的酸水及其它附着物上助镀剂 再次清洗工件表面,保证表面在镀锌之前不在生锈。烘干 提高铁艺工件温度,避免铁艺表面水分过多,在镀锌时发生爆炸。热浸锌工件浸泡于440℃-470℃熔融的锌液中,达到一定时间后提出,铁艺工件表面被获得一层锌铁合金层和纯锌层镀层。钝化?提供工件表面抗大气的腐蚀性能,减少或延长白锈出现的时间。 酸洗前检查处理检查铁艺工件是否具备本厂镀锌的工艺孔(排气、出入锌夜、吊挂),铁艺工件表面的锈蚀程度,表面覆盖物能否被盐酸除去(如有油漆、油脂等应采用火烧、打磨、碱洗等法除去)。脱脂(碱洗)?配有加热设备,铁艺工件表面的油脂、涂料等。水洗?铁艺工件表面的碱水及附着物。酸洗?除去铁锈、氧化皮等其它表面覆盖物。


