不锈钢复合管护栏_防撞护栏厂家工艺先进
发布时间:2024-07-01 07:46:33 浏览次数:1
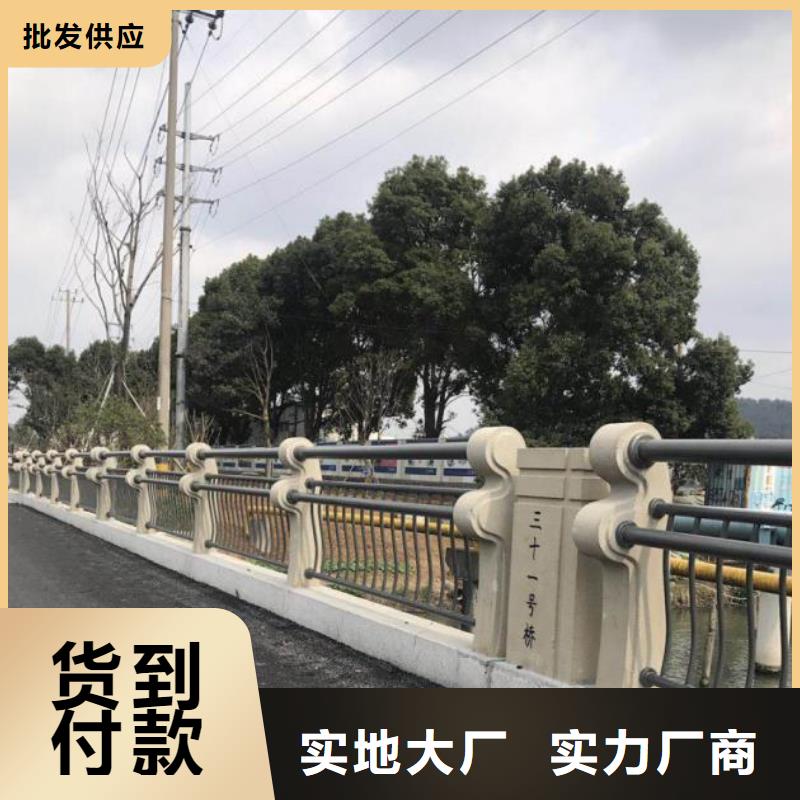
以下是:不锈钢复合管护栏_防撞护栏厂家工艺先进的产品参数
| 产品参数 |
|---|
| 产品价格 | 215元/米 |
|---|
| 发货期限 | 3-7天 |
|---|
| 供货总量 | 8989999 |
|---|
| 运费说明 | 电议 |
|---|
| 是否厂家 | 是 |
|---|
| 发货城市 | 山东 聊城 |
|---|
| 产品产地 | 山东 聊城 |
|---|
| 可售卖地 | 全国 |
|---|
| 适用领域 | 桥梁 道路 公路 公园 景观 |
|---|
| 品牌 | 鑫海达 |
|---|
| 产地 | 山东 |
|---|
| 是否直销 | 厂家直销 |
|---|
| 是否定制 | 可定制 |
|---|
| 型号 | 201/304/316 |
|---|
| 颜色 | 按需喷色 |
|---|
| 尺寸 | 按需定做 |
|---|
以下是:不锈钢复合管护栏_防撞护栏厂家工艺先进的图文视频
导读 不锈钢复合管护栏_防撞护栏厂家工艺先进,山东省烟台市鑫海达金属制品有限公司为您提供不锈钢复合管护栏_防撞护栏厂家工艺先进,联系人:许经理,电话:13969572018、15106359749,QQ:1271858886,请联系山东省烟台市鑫海达金属制品有限公司,发货地:聊城开发区工业园发货到烟台。 山东省,烟台市 烟台市,山东省辖地级市,地处中国山东半岛东北部,东连威海市,西接潍坊市,西南与青岛市毗邻,北濒渤海、黄海,与辽东半岛对峙,并与大连市隔海相望,总面积13930.1平方千米。属暖温带季风气候。截至2022年末,烟台市常住人口705.87万人;辖5个区,代管6个县级市,市政府驻莱山区。
以下是我们上传的不锈钢复合管护栏_防撞护栏厂家工艺先进视频,视频介绍比图文介绍更全面直观一些,您可以点击观看。
以下是:不锈钢复合管护栏_防撞护栏厂家工艺先进的图文介绍


目前,作为 不锈钢复合管护栏行业中的一员,烟台鑫海达金属制品有限公司已经为国内通讯、汽车、钢铁、有色金属、玻璃制造、造纸、木业、电子电器等工厂提供了良好的配套服务,并且,我们的服务已经得到了客户的广泛认可,我们期待以我们的真诚和专业知识为您提供优质的服务。



不锈钢复合管护栏焊接用的是什么电极
不锈钢电极可分为铬不锈钢电极和铬镍不锈钢电极,两种类型的焊条按照 标准、GB/T983-2012的规定进行评定。
铬不锈钢具有一定的耐腐蚀性(氧化酸、有机酸、气蚀)、耐热性和耐腐蚀性。常用作发电厂、化工、石油等设备和材料,但铬不锈钢一般焊接性差,应注意焊接工艺、热处理条件和选用合适的电极。
铬镍不锈钢焊条具有良好的耐腐蚀性和抗氧化性,广泛应用于化工、化肥、石油、医疗机械制造等行业。为防止受热引起晶间腐蚀,焊接电流不宜过大,小于20%的碳钢焊条,电弧不宜过长,层间冷却快,焊道窄为宜。
不锈钢焊接要点及注意事项
首先,采用外特性垂直的电源,直流采用正极性(焊丝对负极)
一般适用于6毫米以下薄板的焊接,具有焊缝成形美观,焊接变形小的特点。(感谢观看自动焊接。)
保护气体为氩,纯度99.99%。当焊接电流为50~150A时,氩流量为8~10L/min;当焊接电流为150~250A时,氩流量为12~15L/min。
从喷嘴伸出的钨极长度为4~5mm,较好,角焊等屏蔽不良区域为2~3mm,深槽处为5~6mm。从喷嘴到工程的距离一般不超过15毫米。为了防止焊接孔的出现,必须清除焊接部位的锈迹和油污。焊接弧长,焊接普通钢,2~4mm为佳,焊接不锈钢,1~3mm为佳,过长保护效果不好。底部焊道的背面应进行气体保护,以防对接时底部焊道的背面氧化。为了用氩气保护熔池,便于焊接操作,钨极中心线与焊接处工件的夹角应保持在80~85°,填充丝与工件表面的夹角应为尽可能小,通常约10度。
风和通风。在有风的区域,应采取预防措施堵塞网,并在室内采取适当的通风措施。


不锈钢管和不锈钢复合管的区别不锈钢复合管:材质为铁管,外面包裹着不锈钢层,比较坚固,管口封闭良好的情况下可保证其防锈期限与纯不锈钢无异。 不锈钢管:整个管都为不锈钢的较轻,承重能力没有复合管好,但是不容易生锈,不锈钢材质又分好几种200,201,300,301,304等,市场上一般为201材质,304的效果 ,其次301。 我公司生产的钢板立柱大型数控异形切割机、离子切割机、冲床、镀锌、喷塑车间等,护栏立柱,护栏钢板立柱、各样式护栏钢板立柱,镀锌喷塑护栏立柱 复合管钢板立柱,各种异形钢板切割和钢板加工等。金属景观护栏,不仅牢固、大方,且可造型各异 喷塑钢板立柱,给都市一种亮丽风景。 不锈钢复合管护栏、不锈钢护栏技术特点 经过不同的抛光工艺,形成镜光、亚光、拉丝表面等现代工业化加工的装饰效果不锈钢复合管栏杆,而且不锈钢在冷加工、热加工、焊接等方面都具有良好的物理性能。高端的不锈钢护栏构配件采用的是不锈钢材质制作,有着超强的机械性能和优越的耐腐蚀性能,使得产品具有良好的抗水平荷载性能、抗垂直荷载性能、抗软重物撞击性能。


总结 今年在山东省烟台市购买不锈钢复合管护栏_防撞护栏厂家工艺先进有了新选择,山东省烟台市鑫海达金属制品有限公司始终坚守以用户为中心的服务理念,将品质作为发展的基石。厂家直销,确保为您提供价格实惠且品质卓越的不锈钢复合管护栏_防撞护栏厂家工艺先进产品。如需购买或咨询,请随时联系我们,联系人:许经理-15106359749,QQ:1271858886,地址:开发区工业园。